Juomajogurtin tuotantolinja. Työt: Jogurtin valmistus säiliö- ja termostaattimenetelmillä
Jogurtti - hapan maitotuote, joka on valmistettu maidosta käymällä erityisviljelykasveilla.
Jogurtin hyödylliset ominaisuudet ovat olleet tiedossa jo pitkään. Vuonna 1910 I.I. Mechnikov esitti ensin ajatuksen, että elämän pidentämiseksi ihmisen on syötävä käymistuotteita, jotka vähentävät suoliston mätänemisprosesseja. Kaikkien käymistuotteiden perusta on maito. Se voidaan "muuttaa" kefiriksi, fermentoiduksi paistetuksi maitoksi tai jogurtiksi - kaikki riippuu valmistajan käyttämästä hapantaikasta.
Jogurtin tapauksessa alkuviljelmä on bulgarialainen bacillus ja termofiilinen streptokokki. Kun nämä viljelmät viedään pastöroituun maitoon, monimutkaiset aineet hajoavat yksinkertaisempiin aineisiin, jotka imeytyvät kehoon nopeammin ja helpommin. Tämä on jogurtin etu maitoon nähden. Pieniä sotia esiintyy jatkuvasti kehossamme. Maitohappo ja mätänevät mikro -organismit vihaavat toisiaan. Jogurttiviljelmät sisältävät maitohappoa, joka muodostuu hajoamisen aikana maitosokeri... Se estää hajoamisprosesseja Ruoansulatuskanava... Ja jos jogurtti sisältää bifidobakteereja, samanaikaisesti palautuu normaali suoliston mikrofloora. Fermentoidut maitotuotteet, jotka sisältävät bifidobakteereja, sisältyvät astronauttien ruokavalioon.
Jogurtin valmistuskaava on nykyään yksinkertainen:
Maito + sakeuttamisaine + hedelmähilloa+ (pitkäaikaiseen varastointiin tarkoitetut jogurtit) lämpökäsittely = terveellinen tuote, joka sisältää vitamiineja A, B1, B2, PP, C
Tuotantotekniikasta ja elävien jogurttikulttuurien saatavuudesta riippuen kaikki jogurtit voidaan jakaa kahteen ryhmään.
"Eläviä jogurtteja" on terapeuttinen vaikutus hyödyllisten jogurttiviljelmien - bulgarialaisen bacilluksen ja termofiilisen streptokokin - sisällön vuoksi. Vain jääkaapissa säilytettynä enimmäiskesto on 1 kuukausi.
Lämpöjogurtit - erikoislämpökäsitellyt jogurtit. Niitä voidaan säilyttää jopa vuoden ajan huoneenlämmössä. Niillä ei ole parantavaa vaikutusta, mutta ne ovat korkeita ravintoarvo sisältää vitamiineja ja kivennäisaineita.
Prosessikaavio lämpöjogurtin valmistukseen
hedelmä- ja marjatäytteillä.
1. Maitorasvan normalisointi (1,5 - 8)%.
2. Lämmitys (35-60) C asti.
3. Kuivien aineiden massaosuuden normalisointi. Lisää stabilointiaine ja sokeri.
Prosenttiosuus seoksen kokonaistilavuudesta lasketaan käytetyn stabilointiaineen ja tekniikan mukaan.
4. Seoksen suodatus.
5. Homogenisointi.
Tuotettu pyörivällä pulssilaitteella tai männän tyyppisellä homogenisaattorilla.
6. Pastörointi ikääntymisen myötä.
7. Jäähdytys lämpötilaan (38-42) C.
8. Hapan lisääminen.
9. Käyminen (käyminen).
10. Hedelmien ja marjojen täyteaineen lisääminen (10 - 12)%.
11. Jäähdytys.
Tuotettu RAM -käynnistyslaitoksessa.
12. Lämpökäsittely(65-80) S. (Lämmitys).
Tuotettu RAM -käynnistyslaitoksessa.
13. Kuuma pakkaus.
14. Jäähdytys.
15. Varastointi 5 C: n lämpötilassa.
Maito tulee säiliöihin, joissa on 10 tonnia (yhteensä 5 säiliötä) vaaditusta rasvapitoisuudesta. Näytteenotto suoritetaan kemialliseen ja mikrobiologiseen laboratorioon. Analyysin jälkeen maito siirtyy bunkkeriin - sekoittimeen, jossa se sekoitetaan sokerin, stabilointiaineen ja muiden reseptin mukaan laskettujen komponenttien kanssa. Tuloksena oleva seos lähetetään fysikaalis-kemiallisten ja mikrobiologisten parametrien määrittämiseen, emäs menee putkimaiseen pastörointilaitteeseen (UHT-asennus) T = 85-87˚С τ = 15 min (Т = 92 ± 2 С τ = 2-8 min) ja homogenisaattoriin (kapasiteetti 13 t / h). Sitten emäs menee käymistankkeihin (20 tonnia), hapantaikina lisätään ja pysyy, kunnes vaadittu happamuus (pH 4,5-4,6) on saavutettu (käytetään erityistä suoralisäysjuustoa - jogurttikulttuuria). Koko käymisprosessi kestää 4-6 tuntia, kun vaadittu happamuus on saavutettu, emäs jäähdytetään jäähdyttimessä ja syötetään termoblokkiin, jossa se sekoitetaan virtana hillon kanssa ja kuumennetaan (T = 85 ° C). Jogurtti menee Hassia -täyttökoneeseen, jossa se on pakattu 0,125 g painaviin polystyreenikuppeihin. Jogurtin säilyvyysaika on enintään 1 kuukausi.
Lämpöjogurtteja on saatavana 5 eri tyypissä, joissa on 2 makua. Jogurtin julkaisu
120 t / cm.
Ihmisten elämän suojelu, säilyttäminen ja pidentäminen
KURSSITYÖ
Aiheesta: "Jogurtin valmistus säiliöllä ja termostaattimenetelmillä"
Tämän työn teema: "Teknologisen linjan laitteet jogurtin valmistukseen säiliö- ja termostaattimenetelmillä."
Työn tarkoitus: kuvata ja tutkia jogurtin valmistusteknologiseen linjaan kuuluvien laitteiden tarkoitus, rakenne ja toimintaperiaate; tutustu käyttöohjeisiin ja turvatoimenpiteisiin sekä suorita laskelmat tämän teknisen linjan laitteille ja tarvittavat piirustukset.
Työn määrä:
Piirustukset - 2
Osat - 7
Lisäosat - 3
Avainsanaluettelo: kermaerotin, säiliö, homogenisaattori, keskipakopumppu, termostaattinen kammio.
Työ koostuu seuraavista osista:
1. Esittely
2. Kuvaus jogurtin valmistusmenetelmästä
4. Tekniset laskelmat
5. Toimintasäännöt
Lisäosat
1. Esittely
2. Kuvaus tuotannon teknologisesta järjestelmästä
3. Vertailevat ominaisuudet tekniset laitteet
4. Tekniset laskelmat
5. Toimintasäännöt
6. Luettelo käytetystä kirjallisuudesta
7. Lisäravinteet
1. Esittely
Maitoteollisuus on yksi tärkeimmistä maatalouden teollisuuskompleksin aloista väestön ruoan saannissa. Se on laajalti haarautunut jalostusyritysten verkosto, joka sisältää tärkeimmät teollisuudenalat: täysmaidon tuotanto, voin valmistus, juuston valmistus, tiivistettyjen ja kuivien maitotuotteiden tuotanto, jäätelö, vauvanruokien valmistus, täysmaidon korvikkeet nuorille tuotantoeläimiä. Jokaisella alasektorilla on omat erityispiirteensä.
Maailman kokemusten perusteella on tarkoitus nostaa lihan- ja meijeriteollisuus laadullisesti uudelle tasolle, joka varmistaa tuotettujen tuotteiden määrän palautumisen, sen laadun parantamisen, valikoiman merkittävän kasvun ja raaka -aineiden käsittelyn syvyys. Asetettujen tehtävien ratkaisemiseksi on tarpeen suorittaa lihanjalostusyritysten ja meijereiden tekninen uusinta sekä lisätä merkittävästi laitteiden teknistä tasoa, joita käytetään pienitehoisissa jalostusyrityksissä.
Nykyään maitoteollisuuden tilalle on ominaista niiden yritysten toiminta, jotka käsittelevät 3–500 tonnia maitoa vuorossa.
Teollinen maidonjalostus on monimutkainen kompleksi toisiinsa liittyviä kemiallisia, fysikaalis -kemiallisia, mikrobiologisia, biokemiallisia, bioteknisiä, termofysikaalisia ja muita erityisiä teknologisia prosesseja.
Maidon kaikkia komponentteja käytetään juomamaidon ja käymistuotteiden valmistukseen. Kerman, smetanan, fermentoitu maitojuusto, voi, juusto perustuu maidon yksittäisten komponenttien käsittelyyn. Säilykkeiden valmistus liittyy kaikkien maidon kiintoaineiden säilymiseen sen jälkeen, kun kosteus on poistettu maidosta.
Maitoteollisuus on varustettu nykyaikaisilla käsittelylaitteilla. Teknisten laitteiden järkevä käyttö edellyttää syvää tuntemusta niiden ominaisuuksista. Samaan aikaan on tärkeää säilyttää mahdollisimman paljon ruokaa ja biologista arvoa tuotettujen maitotuotteiden raaka -aineiden komponentit.
Samaan aikaan suoritetaan yritysten teknistä uudelleenvarustusta, asennetaan uusia teknologisia linjoja ja tietyntyyppiset eri tehoiset laitteet, erilaiset koneistus- ja automaatioluokat.
Maitotuotteiden valmistusteknologiset prosessit koostuvat erillisistä teknologisista toiminnoista, jotka suoritetaan eri koneilla ja laitteilla, jotka valmistetaan teknologisiin linjoihin.
Meijeriteollisuuden yrityksissä monet tyypilliset teknologiset toimenpiteet - maidonotto, puhdistus, lämpökäsittely - suoritetaan käyttämällä samaa teknologista laitetta. eri tyyppejä tuotantoa.
Ukrainalla on joitakin maailman parhaista olosuhteista maidon ja maitotuotteiden tuotantoon, mutta markkinoiden kyllästymisen ongelma ei ole täysin ratkaistu edes maitoalan kehitystä seuranneina vuosina.
2. Teknisen järjestelmän kuvaus
Jogurtti on fermentoitu maitojuoma valmistettu pastöroidusta normalisoidusta valtaosa rasvaa ja maidon kiintoaineita, lisättyä sokeria sisältäen tai ilman, hedelmien ja marjojen täyteaineita, aromiaineita, C -vitamiinia, stabilointiaineita, kasviproteiinia ja fermentoitua fermentoimalla, joka on valmistettu puhtaista termofiilisten rotujen maitohappotreptokokkiviljelmistä ja bulgarialaisesta bacilluksesta. Käytetyistä maku- ja aromaattisista lisäaineista riippuen jogurttia valmistetaan seuraavissa tyypeissä: jogurtti, makea jogurtti, C -vitamiinia sisältävät hedelmät ja marjat, hedelmä- ja marjadiabetes.
Jogurttia valmistetaan säiliö- ja termostaattimenetelmillä (vain hedelmien ja marjojen termostaatti) erilaisilla alkuperäisnimillä. Jogurtti ulkomuoto ja sakeus on homogeeninen kermainen massa, jossa on häiriintynyt (säiliömenetelmällä) tai häiriintymätön (termostaattimenetelmällä) hyytymä, ja hedelmissä ja marjoissa - lisäämällä hedelmiä ja marjoja. Jogurtin väri on maitomaisen harmaa, kun taas hedelmä- ja marjajogurtissa se johtuu lisättyistä siirappeista.
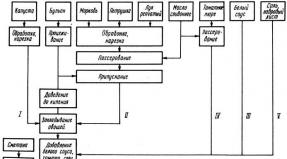
Tekninen prosessi jogurtin valmistamiseksi säiliömenetelmällä (kuva 1) koostuu seuraavista toiminnoista: raaka -aineiden ja materiaalien hyväksyminen ja valmistelu, rasvan ja kuivien aineiden normalisointi, puhdistus, seoksen homogenointi, pastörointi, jäähdytys, käyminen, täyteaineiden ja väriaineiden lisääminen, käyminen, sekoittaminen, jäähdytys, täyttö, pakkaaminen, merkinnät ja varastointi.
Maito, joka on valittu laadun mukaan, normalisoidaan rasvan ja kuiva -aineen massaosuuden mukaan. Rasvan osalta maito normalisoidaan joko virtauksessa, käyttämällä erotinta - normalisointiainetta tai lisäämällä täysmaitoa tai kermaa rasvattomaan maitoon. Kuivan aineen osalta maito normalisoidaan lisäämällä maitojauhetta, joka palautetaan nykyisen mukaisesti sääntelyasiakirjat... Lisäksi kuiva-aineen normalisointi suoritetaan haihduttamalla pastöroitu ja homogenisoitu maito 55-60 ° C: n lämpötilassa.
Makean jogurtin valmistuksessa standardoitu maito kuumennetaan 43 ± 2 ° C: seen, lisätään sokeria, joka on aiemmin liuotettu osaan standardoitua maitoa, samassa lämpötilassa suhteessa 1: 4. Seos puhdistetaan erottimilla - maidonpuhdistimilla, homogenoidaan paineessa 15 ± 2,5 MPa ja lämpötilassa 45-85 ° C. Homogenointi sallitaan myös pastörointilämpötilassa. Valmistettu stabilointiaine lisätään seokseen. Puhdistettu ja homogenoitu seos pastöroidaan 92 ± 2 ° C: ssa 2-8 minuutin altistuksella tai 87 ± 2 ° C: ssa altistuksella 10-15 minuuttia ja jäähdytetään käymislämpötilaan 40 ± 2 ° C. seos fermentoidaan heti sen jälkeen, kun se on jäähdytetty tietyillä käynnistimillä (esim. valmistettu puhtaista termofiilisen streptokokin, bulgarialaisen bacilluksen ja tyypin KD viljelmistä, likimääräisessä suhteessa 7: 1: 7, ja tätä suhdetta tarkennetaan myöhemmin mikrokopioimalla valmistelusta). Käyttöön otetun aloitusviljelmän määrä on 3-5% fermentoidun seoksen tilavuudesta ja steriloidussa maidossa valmistetun aloitusviljelmän määrä on 1-3%. Jos käytetään symbioottista käynnistintä, sitä lisätään 1-3%ja bakteerikonsentraatti lisätään kuivan bakteeririkasteen käyttöohjeen mukaisesti. Hapanjuusto lisätään fermentoitujen maitotuotteiden säiliössä olevaan maitoon sekoittimen ollessa päällä. Säiliön täyttämisen jälkeen koko seosta sekoitetaan lisäksi 15 minuuttia. Aloitusviljelmää voidaan lisätä myös ennen maitosäiliön täyttämistä.
Vahvistetun jogurtin valmistuksessa askorbiinihappoa (C-vitamiini tai natriumaskorbaatti) lisätään normalisoituun seokseen 30-40 minuuttia ennen käymistä, sekoitetaan 10-15 minuuttia ja pidetään 30 minuuttia. C -vitamiinin määrä on 180 g / 1000 kg, natriumaskorbaatti - 210 g / 1000 kg tuotetta. Aromaattisia ja mausteisia täyteaineita lisätään normalisoituun seokseen ennen käymistä.
Käymisen loppu määritetään muodostamalla vahva hyytymä, jonka happamuus on 95-100 ° T.Juustoa jäähdytetään 10-30 minuuttia ja sekoitetaan, jotta saadaan maidonjuustoa tasainen koostumus ja vältetään heran erottuminen. . Juusto, joka on jäähdytetty 16-20 ° C: seen, lähetetään täyttöä, pakkaamista, merkintöjä ja lisäjäähdytystä varten jäähdytyskammioissa 4 ± 2 ° C: n lämpötilaan. Tämän jälkeen teknologinen prosessi katsotaan valmistuneeksi, tuote on valmis myynti.
Tekninen prosessi jogurtin valmistamiseksi termostaattimenetelmällä (kuva 2) koostuu seuraavista toiminnoista: raaka -aineiden ja materiaalien hyväksyminen ja valmistelu, rasvan ja kuivien aineiden normalisointi, puhdistus, seoksen homogenointi, pastörointi ja jäähdytys seos, käyminen, täyttö, pakkaus, merkinnät, käyminen ja jäähdytys. Kaikki tekniset operaatiot ennen hedelmien ja marjojen täyteaineiden käyttöönottoa suoritetaan samalla tavalla kuin jogurtin valmistusmenetelmässä.
Täyteaineet lisätään seokseen, joka on jäähdytetty kypsymislämpötilaan jatkuvasti sekoittaen, joka suoritetaan 15 minuutin kuluttua niiden lisäämisestä. Käyminen tapahtuu samalla tavalla kuin säiliömenetelmä. Fermentoitu seos kaadetaan lasisäiliöihin, joiden tilavuus on 200, 250, 400 ja 500 cm 3, sekä samankokoisiin kuppeihin, pusseihin ja laatikoihin. Täytön jälkeen tuote lähetetään termostaattikammioon, jonka lämpötila on 40 ± 2 ° C, fermentointia varten 3-4 tunniksi aloitusviljelmän aktiivisuudesta riippuen. Käymisen jälkeen tuotteessa tulee olla vahva hyytymä, jonka happamuus on 95–100 ° T.Käymisen päätyttyä tuote kuljetetaan jäähdytyskammioon jäähdytettäväksi 6 ° C: seen. Tuote on säilytettävä 6 ° C: ssa enintään 4 päivää teknisen prosessin päättymisestä.
Riisi. 1. Kaavio teknologisesta linjasta jogurtin valmistamiseksi säiliömenetelmällä: 1-astia raakamaito; 2 - pumput; 3 - tasapainotussäiliö: 4 levyn pastörointi- ja jäähdytysyksikkö; 5 - ohjauspaneeli; 6 – pyörivä venttiili; 7 - erotin -normalisoija; 8 - homogenisaattori; 9 - säiliö maidon säilyttämiseksi; 10 - säiliö jogurtille; 11 - sekoitin; 12 – hapantaikina.

Riisi. 2. Kaavio teknologisesta linjasta jogurtin valmistamiseksi termostaattisella menetelmällä
3. Teknisten laitteiden vertailevat ominaisuudet
Jogurtin valmistustekniikka (liite 1) koostuu seuraavista laitteista:
1. Kaksikerroksinen 3000 litran säiliö, ruostumatonta terästä ruostumattomasta teräksestä, kehystyyppinen sekoituslaite, 1/3 kansi, lämmityselementit 60 kW
2. Maitopumppu
3. Erotin-kermaerotin ja normalisoija
4. Puskurisäiliö kermaa varten, 2-kerroksinen säiliö ankkurityyppisellä sekoituslaitteella, kansi 1/3 VDP-2000
5. Homogenisaattori
6. In-line jäähdytin
7. Emulgointiaine 100 l sekoituslaitteella "leikkuri"
8. Sourdough 2000 l
9. Täyttökone
10. Sulku- ja putkiliittimet
11. Ohjauspaneeli, mukaan lukien lämmityselementtien käynnistimet, pumput, homogenisaattori, lämpöreleillä varustetut sekoituslaitteet, ТСМ ja ТРМ.
Tarkastellaan laitetta ja tämän linjan päälaitteiden toimintaperiaatetta ja annetaan sille vertaileva ominaisuus verrattuna vastaaviin teknologisiin laitteisiin.
Säiliöt (säiliöt).
Säiliöt on valmistettu: vaakasuuntainen RMG ja pystysuora RMV. Asiakkaan pyynnöstä säiliöt voivat olla lieriömäisiä tai suorakulmaisia. Työkyky 2000, 4000, 6000, 10 000, 20 000 ja 30000 litraa. Säiliöt, joiden tilavuus on 20 000 ja 30 000 litraa, valmistetaan vain vaakasuunnassa.
Säiliön runko on päällystetty lämpöeristyksellä ja teräksisellä suojakotelolla. Säiliön lämmöneristeen on estettävä maidon lämpötilan nousu yli 1 ° 12 tunnin aikana, kun maidon ja ympäröivän ilman lämpötilaero on 20 astetta.
Säiliöt on varustettu mekaanisilla sekoittimilla, joiden on varmistettava korkeintaan 10 minuutin kuluessa siihen tasaisesti jakautuneen rasvan tasainen varastointi 4 tunnin aikana koko maitomassaan.
Säiliön työkappaleen tiiviys on testattava hydraulisesti 0,5 atm: n ylipaineessa vähintään 10 minuutin ajan, ja putkiston liittimet ja liitososat on testattava nykyisen GOST -standardin vaatimusten mukaisesti.
Pystysäiliöt RMVTs-2 ja RMVTs-6. RMVTs -2 -säiliö koostuu hitsatusta alumiinista pystysuoraan sijoitetusta lieriömäisestä astiasta, jossa on kaksi pallomaista pohjaa - ylempi kupera ja alempi kovera. Säiliön ulkopinta on eristetty kuitulevyllä, joka on varustettu 1,5 mm paksulla teräskuorella. Säiliössä on luukku, jossa on saranoitu kansi, johon sekoittimen käyttö on kiinnitetty.
Säiliö on varustettu havaintoikkunalla, jossa on lamppu, täyttöputki, lämpömittari kehyksessä, laboratoriohana, tyhjennyshana, kolme telinettä - jalat, tasomittari ja saniteettilaite
työkyvyn käsittely.
RMVTs-2-säiliö asennetaan jaloillaan halkaisijaltaan 150 mm: n perustuksille ilman ruuveja.
RMVTs-6-säiliö on suunniteltu maidon varastointiin 4-6 ° C: n lämpötilassa maitotehtaissa.
Säiliö on hitsattu alumiininen työastia lieriömäinen kahdella pallomaisella päällä. Pohjalevyn paksuus on 8 mm ja ylä- ja kuoren paksuus 6 mm. Ulkopuolella säiliö on peitetty lämpöä eristävällä materiaalilla - kuitulevyllä, vuorattu 1,5 mm paksuisella teräslevyllä.
Säiliö on varustettu luukulla, jossa on saranoitu kansi, johon on asennettu käyttölaitteella varustettu sekoitin; maitotason ilmaisin; valaisin, jossa on katseluikkuna; lämpömittari; täyttöputki; laboratorio- ja tyhjennyshanat; pesulaite ja maitotason ilmaisin.
Säiliö on asennettu kolmella jalalla perustuksen tuille. RMVT -tyyppisten säiliöiden tekniset ominaisuudet.
| Indikaattorit | Säiliöt | |
| RMVT-2 | RMVT-6 | |
Kapasiteetti, l geometrinen |
||
| Tasomittarin lukutarkkuus,% | Jopa 1 | 0,7 |
| Työastian materiaali | Alumiini | |
Halkaisija, mm toimiva alus täyttöputki tyhjennyshana |
||
Lämpöeristys materiaalia kerroksen paksuus, mm |
Puukuitulevyä |
|
Sekoittimen käyttömoottori teho, kWt pyörimisnopeus, rpm jännite, V |
||
| Lampun lampun jännite, V | 24 | |
| Sekoittimen pyörimisnopeus, rpm | 336 | 336 |
Sekoittimen käyttövaihteisto välityssuhde |
Lieriömäinen |
|
| Veden tai liuoksen paine pesulinjassa, kg / cm 3 | 25,3-3 | |
Mitat, mm |
||
| Paino (massa), kg | 544 | 958 |
Maidon ja maitotuotteiden pumput.
Meijeriteollisuudessa käytetyt pumput on toimintaperiaatteen ja tärkeimpien suunnitteluominaisuuksien mukaan jaettu kahteen ryhmään: keskipakoputki ja iskutilavuus.
Maitoteollisuudessa käytetään keskipakopumppuja alhaisen viskositeetin tuotteiden toimittamiseen: täys- ja rasvaton maito, kirnupiimä ja hera, kerma ja muut tuotteet, joiden lämpötila on enintään 90 ° C. Niitä käytetään myös teknologisten laitteiden (levy-, putkimaiset ja rumpulämmönvaihtimet, suodattimet, erottimet, täyttölinjat jne.)
Suunnittelun mukaan keskipakopumput valmistetaan nykyisen GOST -standardin vaatimusten mukaisesti.
Keskipakopumppujen edut: tasainen nesteen syöttö, yksinkertainen suorituskyvyn säätö (poistoputkeen asennetulla venttiilillä); kompakti; pieni paino ja mitat; perustamaton asennus; suunnittelun yksinkertaisuus; nopea ja helppo kokoaminen ja purkaminen desinfiointia varten; toimintavarmuus ja kestävyys; helppo liittää putkistoihin; käytön yksinkertaisuus - (juoksupyörän suora yhteys sähkömoottorin akseliin).
Pumppujen haittana on tarve työskennellä täytealueen alla (jota varten pumppu on asennettu säiliön alle, josta neste pumpataan).
Keskipakopumppu koostuu seuraavista pääosista: siipipyörä (tai levy), jonka siivet on taivutettu vastakkaiseen suuntaan kuin siipipyörän pyörimissuunta; akseli (sähkömoottori), johon pyörä on kiinnitetty kiinteästi; kotelot, joissa on poistoputki; kannet, joissa on keskusimuputki ja tiivistyslaite. Sen toiminnan periaate on, että kun siipipyörä pyörii, siinä oleva neste saa pyörivän liikkeen ja keskipakovoiman vaikutuksesta heitetään kotelon kehälle.
KESKIPUOLIPUMPPU IPKS-017-ONTS-2,0 / 20
Tarkoitus: suunniteltu maidon, veden, pesuaineiden, desinfiointiaineiden ja muiden nesteiden pumppaamiseen

Ominaisuudet:
Kaikki pumpattavan tuotteen kanssa kosketuksissa olevat pumpun osat on valmistettu ruostumattomasta teräksestä
Putken paineen laskiessa pumpun suorituskyky kasvaa merkittävästi
Tekniset tiedot:
Erottimet ovat laitteita heterogeenisten järjestelmien erottamiseksi. Maidon erotusprosessin fyysinen olemus, kuten mikä tahansa heterogeeninen järjestelmä, koostuu hajonneen faasin saostumisesta painovoima- ja keskipakovoimien vaikutusalueella.
Maidonerottimet on käyttötarkoituksensa mukaan jaettu kermanerottimiin, normalisoijiin, erotuksiin rasvaisen kerman saamiseksi, yleisiin maidonpuhdistimiin, joissa on vaihdettavat rummut. Maidon syöttö- ja erotustuotteiden poistomenetelmän mukaan on avoimia, puoliksi suljettuja ja suljettuja.
Osittain suljetussa maidossa toimitetaan avoin tie ja tuotteiden poistoaukko on suljettu erotinrummun luoman paineen alaisena. Tuottavuus 0,5-1,0 kg / s.
Taajuusmuuttajatyypistä riippuen erotin voidaan ajaa manuaalisesti ylinopeusvaihteiston läpi ja sähkökäytöllä.
Yksi erottimen toimintaa kuvaavista tärkeimmistä teknologisista parametreista on erotetun tai puhdistetun tuotteen lämpötila, Maidon kylmäpuhdistuserottimia käytetään työskentelemään tuotteen kanssa, jonka lämpötila on 4-10 ºС.
Kaikentyyppisten erottimien pääkokoonpanot ovat: runko, joka koostuu rungosta ja kulhosta, rummusta, tulo- ja poistolaitteesta ja käyttömekanismista, joka sisältää pystysuoran akselin (karan) ja vaakasuoran akselin hammaspyörällä .
Runkokotelossa on käyttömekanismi, jonka pystyakselille rumpu on asennettu. Sängyn kulho on suljettu kannella, joka palvelee tulo- ja lähtölaitetta.
Puoliksi suljetussa erotimessa on monimutkaisempi tulo- ja poistolaitteen rakenne. Laite koostuu yhdestä (maidonpuhdistimille) tai kahdesta (kermanerottimelle) painelevystä. Painelevy on tehty kahden litteän ympyrän muodossa, joiden välissä on useita kierrekanavia nesteelle. Samankeskisten haaraputkien avulla levyjen kanavat yhdistetään haaraputkiin, joiden päissä on säätöventtiilit-kaasut.
Imu- ja lähtölaitteen akselia pitkin on asennettu keskiputki, jonka kautta maito pääsee rumpuun. Putki voidaan liittää suoraan maidon syöttöjohtoon tai uimurikammioon, joka säätelee maidon syöttöä erotinlaitteeseen.
Erottimen käytön aikana rumpuun tuleva maito syrjäyttää erotustuotteet painekammioihin. Pyörivä näillä kammioilla, kerma, käänteinen tai kuorittu täysmaito pysyvät paikallaan olevien levyjen spiraalikanavissa. Tällä paineella kerma ja palaute kuljetetaan putkilinjojen kautta lämmönvaihtimiin tai varastosäiliöihin.
Suljetussa erottimessa erottamiseen tarkoitettu maito syötetään rumpuun pohjasta, puolipystysuoran akselin kautta, joka menee sängyn alapäähän. Akselin päässä pumppauslaitteen kiekot on kiinnitetty, jotka pyörivät yhdessä akselin kanssa pumpun pyörän roolissa ja pumppaavat maitoa rumpuun. Maito putoaa lautaspidikkeen alle ja sitten levyn reikien muodostamien pystysuorien kanavien kautta se jaetaan pakkauksensa päälle. Tällaisessa rummussa oleva kerma kerätään alustan pidikkeen keskiputkeen ja poistetaan rummusta pumppauslaitteen erottimen sisääntuloon aiheuttaman paineen vuoksi.
Puoliksi suljetuissa maidonpuhdistuserottimissa yhtä painekammiota käytetään puhdistetun maidon tyhjentämiseen kahden sijasta kermanerottimessa.
Erottimen käyttömekanismia käytetään pyörimisen siirtämiseen sähkökäytöstä rummulle.


Homogenisaattorit
Homogenisaattorit on suunniteltu murskaamaan ja tasaisesti jakamaan rasvapallot maidossa ja nestemäisissä maitotuotteissa. Homogenisaattorit ovat korkeapaineisia monimäntäpumppuja, joissa on homogenointipää. Niitä käyttävät sähkömoottorit kiilahihnavaihteistolla.
Homogenointi suoritetaan siirtämällä tuote alle korkeapaine suurella nopeudella homogenointipään läpi, joka on muodoltaan kaksi vaihetta - raot läpiventtiilin ja istukan välillä, jotka on yhdistetty kanavalla. Paine homogenisaattorissa säädetään kiertämällä ruuveja, jotka muuttavat venttiilin ja istukan välisen raon kokoa. Tässä tapauksessa ensimmäisessä vaiheessa asetetaan tietylle tuotteelle vaadittu homogenointipaine ja toisessa käyttöpaine.
Homogenisaattorit koostuvat seuraavista pääyksiköistä: kampiakseli, jossa on voitelu- ja jäähdytysjärjestelmä, mäntälohko, jossa on homogenointi- ja mittaripää ja varoventtiili, runko, jossa on käyttölaite. Homogenisaattoria ohjaa sähkömoottori, joka käyttää kiilahihnaa.


Kuva 5. Mitoituspiirustus homogenisaattorista A1-OGM: 1 - sänky; 2 - varoventtiili; 3 - mittari pää; 4 - mäntälohko; 5 - voitelujärjestelmän painemittari; B - ampeerimittari; 7 - homogenisoiva pää
Homogenisaattorin kampimekanismi on suunniteltu muuttamaan kiilahihnan voimansiirron sähkömoottorista lähettämä pyörimisliike mäntien edestakaiseksi liikkeeksi, joka huulitiivisteiden avulla pääsee mäntäyksikön työkammioihin ja kun teet imu- ja poistoliikkeitä, luo siihen tarvittava paine homogenoivasta nesteestä.
Kammen mekanismi koostuu rungosta; kampiakseli, joka on asennettu kahteen kartiorullalaakeriin; laakerikorkit; kiertokanget, joissa on korkit ja insertit; liukusäätimet, jotka on liitetty kääntyvästi kiertokankiin sormilla; lasit; tiivisteet; kotelon kansi ja käyttöpyörä, ulokkeet kampiakselin päässä. Kammen mekanismin kotelon sisäontelo on öljyhaude. Kotelon takaseinään on asennettu maso -ilmaisin ja tyhjennystulppa.
Tuotemerkin A1-OGM-2.5 homogenisaattoreissa on pakotettu voitelujärjestelmä eniten kuormitetuille hankauspareille, jota käytetään yhdessä öljyn ruiskuttamisen kanssa kehon sisällä, mikä lisää lämmönsiirtoa. Öljy jäähdytetään näissä homogenisaattoreissa vesijohtovedellä kotelon pohjalle asetetun kelan, jäähdytyslaitteen avulla, ja männät jäähdytetään vesijohtovedellä, joka putoaa niihin putken reikien läpi. Jäähdytysjärjestelmään on asennettu virtauskytkin veden virtauksen säätämiseksi.
Pakovoitelujärjestelmään kuuluu siivilä, yksikäyttöinen öljypumppu, kytkentärasia, varoventtiili ja painemittari öljyjärjestelmän paineen valvontaa varten.
Kampimekanismin runkoon on kiinnitetty kahden männän avulla mäntälohko, joka on suunniteltu imemään tuote syöttöputkesta ja pumppaamaan se korkean paineen alaisena homogenointipäähän. Mäntälohko sisältää lohkon, männät, huulitiivisteet, pohjan, ylä- ja etukannet, mutterit, imu- ja poistoventtiilit, venttiilin istuimet, tiivisteet, holkit, jouset, laipan, liitoksen ja suodattimen, joka on asennettu imukanavaan lohko, loppuun Männän lohkon tasoon on kiinnitetty homogenointipää, joka on suunniteltu suorittamaan tuotteen kaksivaiheinen homogenointi, koska se kulkee korkeassa paineessa venttiilin ja venttiilin istukan välisen raon läpi kussakin vaiheessa.
Homogenisointipää koostuu kahdesta samankaltaisesta yksivaiheisesta päästä, jotka on yhdistetty toisiinsa ja yhdistetty kanavalla, jolloin tuote kulkee sarjassa ensimmäisestä vaiheesta toiseen. Jokainen kaksivaiheisen homogenointipään vaihe koostuu rungosta, venttiilistä, venttiilin istukasta ja painelaitteesta, mukaan lukien lasi, varsi, jousi ja kahvainen paineruuvi.
Homogenointipaine säädetään ruuveja kiertämällä. Kun tuotteen homogenointitapa on määritetty, 3/4 vaaditusta homogenointipaineesta asetetaan ensimmäisessä vaiheessa ja sitten toisessa vaiheessa paine nostetaan käyttöpaineeseen kiertämällä paineruuvia.
Männän lohkon ylempään tasoon on kiinnitetty mittaripää, joka on suunniteltu hallitsemaan homogenointipainetta, ts. painetta männän lohkon purkaussarjaan. Mittarin päässä on kuristuslaite, jonka avulla voidaan tehokkaasti pienentää mittarin neulan värähtelyamplitudia. Mittarin pää koostuu rungosta, neulasta, tiivisteestä, mutterista, painetiivisteestä, aluslevystä ja painemittarista, jossa on kalvotiiviste. Männän lohkon päätotasoon on kiinnitetty varoventtiili homogenointipään asennusta vastapäätä olevalla puolella, mikä estää homogenointipaineen nousun nimellisarvon yläpuolelle.
Varoventtiili koostuu ruuvista, lukkomutterista, alasista, jousesta, venttiilistä ja venttiilin istukasta. Varoventtiili säädetään suurimpaan homogenointipaineeseen kääntämällä paineruuvia, joka siirtää puristusvoiman venttiiliin jousen avulla.
Sänky on hitsattu rakenne, joka on valmistettu teräslevyllä päällystetyistä kanavista. Kampimekanismi on asennettu sängyn ylätasolle. Sängyn sisällä levy on saranoitu kahteen kiinnikkeeseen, joihin sähkömoottori on asennettu. Toisaalta levyä tukevat ruuvit, jotka säätävät kiilahihnojen kireyttä.
A1-OGM-2.5 -homogenisaattorin runko on asennettu neljään korkeussäädettävään tukeen. Sängyn sivuikkunat on suljettu irrotettavilla kansilla. Rungon yläosa on suljettu kotelolla, joka on suunniteltu suojaamaan mekanismeja vaurioilta ja antamaan homogenisaattorille vaaditun esteettisen muodon.
Maito tai maitotuote pumpataan mäntälohkon imukanavaan. Lohkon työontelosta paineen alainen tuote syötetään poistokanavan kautta homogenointipäähän ja kulkee suurella nopeudella rengasmaisen raon läpi, joka on muodostettu homogenointiventtiilin lävistettyjen pintojen ja sen istukan väliin. Tämä hajottaa tuotteen rasvafaasin.
Tämän jälkeen tuote homogenointipäästä ohjataan putkilinjan läpi jatkokäsittely tai varastointiin.
4. Tekniset laskelmat
Laitteet tuotteiden kuljetukseen ja varastointiin.
Tuotteen lämpötilan muutos säiliöissä, säiliöissä, altaissa ja säiliöissä voidaan määrittää kaavalla:
t 2 = 2k * F t (t c –t 1) + 2MC t 1 / 2MC + kF t, K (1,1)
jossa k on lämmönsiirtokerroin. W / (m 2 * K); t on tuotteen viipymisaika säiliössä, h; M on tuotteen määrä, kg; C on tuotteen lämpökapasiteetti, J / (kg * K); t 1, t 2 - vastaavasti tuotteen alkulämpötila ja lopullinen lämpötila, K; t c - lämpötila ympäristöön, TO; F on säiliön pinta -ala, m 2.
Erotinlaskenta
Maitorasvan eristämiseksi maidosta käytetään luonnollisen sedimentin ilmiötä, kun rauhallisesti seisovassa astiassa, jossa on maitoa, rasvapallot kelluvat astian pinnalle muodostaen kermakerroksen.
Nousunopeus, m / s
missä g- Vapaan pudotuksen kiihtyvyys, m / s 2; τ - erotuskerroin, s.
 Τ: n arvo määritetään kaavalla:
Τ: n arvo määritetään kaavalla:
jossa ρ p, ρ w - plasman ja rasvan tiheys, kg / m3; r- rasvapallon säde, m; η p - viskositeetti, Pa⋅s.
Hidas laskeutumisprosessi kiihtyy jyrkästi maidonerottimissa. Määritetään erotin-kermaerottimen suorituskyky G.I. Bremer. Maidon liikekaavio välilevyssä on esitetty kuvassa. 6
Erotettu maitovirtaus, joka koostuu plasmahiukkasista, joiden tiheys on ρ p, ja rasvapalloista, joiden tiheys on ρ w, ohjataan erotin pyörivään rumpuun, jossa syntyy keskipakoisvoimien vaikutusalue ja tapahtuu laskeutuva sentrifugointi. Tässä tapauksessa keskipakovoima vaikuttaa jokaiseen ripustettuun hiukkasen F c, heittää hiukkasen keskeltä kehälle nopeudella v c, joka on yhtä suuri kuin sedimentaation (laskeutumisen) nopeus.

Riisi. 6. Maidon liike erotinrummun lokeroiden välisessä tilassa: a- rasvapallon jakaminen; b- rasvattoman maidon ja kerman virtaukset; v- nopeussuunnitelma.
![]() Lietteen tehokkuuden arvioimiseksi keskipakolaitteissa vertaamme keskipakovoimaa F c painovoimalla P toimii gravitaatiokentässä luonnollisen lietteen kanssa suhteen mukaan F c / P
=mω 2 R
/mg= ω 2 R
/g
.
Missä
Lietteen tehokkuuden arvioimiseksi keskipakolaitteissa vertaamme keskipakovoimaa F c painovoimalla P toimii gravitaatiokentässä luonnollisen lietteen kanssa suhteen mukaan F c / P
=mω 2 R
/mg= ω 2 R
/g
.
Missä
jossa τ = ω2 R g- erotuskerroin, joka osoittaa, kuinka monta kertaa keskipakovoiman toiminta ylittää painovoiman (mitä suurempi erotuskerroin, sitä suurempi erottimen erotuskyky); R- rummun säde, m
 Kaava suorituskyvyn laskemiseen Vt(m / s) erotin:
Kaava suorituskyvyn laskemiseen Vt(m / s) erotin:
jossa η с - erottimen hyötysuhde (η с = 0,5 ... 0,7).
Erottimen käynnistysteho:
 (2.5)
(2.5)
jossa η = 0,8 ... 0,85 on erottimen hyötysuhde.
Tyhjäkäynti:
 (2.6)
(2.6)
Erottimen työteho:
 (2.7)
(2.7)
missä N c on teho, joka tarvitaan rummun hydraulisen vastuksen ja poistetun nesteen kineettisen energian, kW.
Noin laitteet homogeenille Izats ui.
Homogenisoinnin tehokkuus paineesta riippuen (30 - 200 * 105 Pa) määritetään kaavalla:
d = 3,8 / √∆p (3,1)
jossa d on maidon rasvapallon halkaisija homogenoinnin jälkeen, μm; ∆p - painehäviö, MPa.
Homogenisaattorin tuottavuus määritetään kaavoilla, m 3 / s,
М = πd 2/4 * SnZφ, (3.2)
jossa d on pumpun männän halkaisija, m; S - männän isku, m; n on kampiakselin pyörimisnopeus, kierros / s; Z on mäntien lukumäärä; φ - tilavuuskerroin hyödyllistä toimintaa(maidolle (φ = 0,85).
Homogenisaattorin toimintaan tarvittava teho määritetään kaavalla W:
N = МР 0 /, (3.3)
jossa Р 0 - paine ennen homogenisaattoriventtiiliä. Pa; ή -homogenisaattorin mekaaninen hyötysuhde (= 0,75).
Tuotteen lämpötilan nousu:
Δt = Nή / MρC, (3.4)
jossa p on tuotteen tiheys, kg / m 3; С - tuotteen massan lämpökapasiteetti, J / (kg * K).
5.Säännöt
Säiliöauton käyttö ja turvallisuus
Ennen säiliön täyttämistä tuotteella sen osat, letkut ja tyhjennysputket on desinfioitava puhtailla juuri- ja hiusharjoilla sekä puuvillaliinalla. Puhdistus on kielletty työpinta metalliharjoilla, hiekalla ja muulla hankaavalla materiaalilla.
On tarpeen tarkistaa järjestelmällisesti sulkuventtiilin käyttökelpoisuus, joka eliminoi bensiinihöyryjen tunkeutumisen säiliöosiin, ja vähintään kerran kymmenessä päivässä - varoventtiili, joka estää tyhjiön muodostumisen työosuuksiin yli 340 mm Hg. Taide.
Säiliön pituussuuntaisen siirtymän estämiseksi on tarpeen tarkistaa muttereiden, hihnojen ja puristimien kiristys, pitkittäispalkkien kiinnitys ajoneuvon rungon sivuosiin 1000 km: n välein ja välttää äkilliset jarrutukset, erityisesti osittain täytettyjen osien kanssa.
Kun säiliö on täytetty maidolla, sinun on tarkistettava huolellisesti luukun suojuksen tiiviys, ilmajohtojen korkkiventtiilien ja maitoputkien venttiilien sulkeminen, tulppien asennus ulostuloliittimiin ja tiivisteiden olemassaolo. . On tarpeen määräajoin valvoa auton moottorin jakotukkiin asennetun verkon puhdistusta; jos se likaantuu, huuhtele se bensiinillä tai kerosiinilla; tarkkaile tarkasti letkurasioiden ja liittimien puhtautta.
Pumpun toiminta ja turvallisuus.
Valmistajalta saadut pumput on purettava ja tarkastettava sen varmistamiseksi, että osat ovat hyvässä kunnossa ja ettei niissä ole vieraita esineitä. Pumpun osat puhdistetaan rasvasta, säilytetään ja pestään kuuma vesi ja emäksinen liuos maitovarusteiden pesuohjeiden mukaisesti. Pumput kootaan ja liitetään putkistoon. Tarkista asennuksen aikana huolellisesti sähkömoottorin ja juoksupyörän tai roottorin akselien toleranssi. Tämä on erityisen tärkeää ei-ulokkeisille yksilohkoisille pumpuille, joilla on yhteinen käyttölevy. Kumisen O-renkaan on oltava kunnolla kotelon urassa.
Kannet on painettava kehoa vasten tasaisesti kehän ympäri, jotta ne eivät vääristy. Muussa tapauksessa pumppu ei toimi.
Sähkömoottori on kytketty verkkovirtaan staattorikäämityksen ulostulevien päiden osalta jännitteestä riippuen kilvessä olevan kaavion mukaisesti (kolmio tai tähti). Jos pyörimissuunta on väärä, kaksi verkkoliitäntävaihetta on käännettävä.
Ei ole suositeltavaa pyörittää pumppua tyhjäkäynnillä yli 3-4 minuuttia, koska sen pumppaavat osat voittavat vain sen hankaavat osat. Tämän säännön rikkominen voi johtaa tiivistyslaitteen ylikuumenemiseen ja jopa sen toimintahäiriöön.
Imuputken on oltava lyhyt, suora ja tiukka. Poisto- ja imuputket on yhdistettävä vapaasti ilman vääristymiä pumpun suuttimiin.
Keskipakopumpun käynnistämiseksi on tarpeen avata imulinjan venttiili, kytkeä sähkömoottori päälle ja avata poistoputken venttiili; tilavuuspumpun käynnistämiseksi avaa tyhjennysputken sulkuventtiilit, käännä sähkömoottoriin ja avaa imulinjan venttiili.
Pumpun käytön aikana akselin tiivistettä on seurattava järjestelmällisesti - jos tiivistepesän kunto on epätyydyttävä, pumpattavan nesteen vuoto ilmenee. Tämä havaitaan visuaalisesti pumpun laipassa olevan erityisen reiän avulla, jonka kautta vuotanut neste virtaa ulos.
Ennen kuin pysäytät pumpun, sulje vähitellen tuotteen syöttö ja huuhtele sylinterilohko kuumalla vedellä koneen käydessä.
Erottimen käyttö ja turvallisuus.
Erottimet ovat nopeita keskipakokoneita. Siksi niiden käytön aikana on noudatettava erittäin tiukasti kuhunkin koneeseen liitettyjen ohjeiden turvallisuusmääräyksiä ja suosituksia.
Erottimet, moottorit ja käynnistyslaitteet on maadoitettava huolellisesti. Maadoituslaitteiden käyttökelpoisuus on tarkistettava järjestelmällisesti.
Työskentely erottimella, jossa on epätasaisesti tasapainotettu rumpu tai epätasapainoinen rumpu, on ehdottomasti kielletty.
Kun vaihdat symbaaleja ja rumpuvälineitä, sinun on tasapainotettava.
Erotin voidaan purkaa vasta kun painin on pysäytetty. Erottimen parissa työskentely on kielletty, kun suojukset ja suojukset on poistettu. Ei ole suositeltavaa jarruttaa rumpua sähkömoottorin sammuttamisen jälkeen.
Erottimen kanssa työskentely on kielletty, jos rummun pyörimisnopeus on suurempi kuin passissa.
Erottimen saa huoltaa vain asiantuntija, joka on tutkinut koneen, sen toimintaperiaatteen ja käyttöohjeet sekä ylittänyt teknisen vähimmäisvaatimuksen.
Ennen koneen käynnistämistä on irrotettava lukitusruuvit rummun urista ja asetettava jarrut toimintakyvyttömään asentoon. On ehdottomasti tarkistettava kylpyammeen öljytaso. Erotinrummun tulee pyöriä myötäpäivään ylhäältä katsottuna.
Rummun käynnin jälkeen, pysähtymättä, huuhtele ensin ja huuhtele ensin pieni määrä rasvatonta maitoa tai vettä kylmä vesi rummun jäähdyttämiseksi. Kun olet pysäyttänyt rummun, pura kone, puhdista ja pese kaikki osat huolellisesti ja kuivaa sitten.
Homogenisaattoreiden toiminta ja turvatoimet.
Sähkömoottorit, homogenisaattorit ja käynnistyslaitteet on maadoitettava huolellisesti; maadoituslaitteiden kunto on tarkistettava järjestelmällisesti.
Käytön aikana taajuusmuuttajissa on oltava suojakotelot. Älä korjaa, voitele, puhdista tai pese koneen käydessä.
Varoventtiilin käyttökelpoisuus ja sen säätö suurimmalle sallitulle käyttöpaineelle on tarkistettava joka kerta ennen töitä.
Tyhjennyskammion käyttöpainetta säädetään homogenointipään käsipyörällä. Se ei saa ylittää passin arvoa.
Homogenisaattorikäyttöisen sähkömoottorin käynnistyspainikkeen vieressä on oltava kilpi, jossa on merkintä "Anna veden jäähtyä männät ennen sähkömoottorin käynnistämistä."
Pysäytä kone vasta, kun homogenointipääjousi on laajentunut kokonaan. Jos tätä vaatimusta ei noudateta, manometrien kalvo epäonnistuu.
Käytön jälkeen sylinterilohko pestään koneen käydessä käynnissä ensin lämmin ja sitten kuuma vesi sen läpi, kunnes vesi tulee puhtaana. Pura sitten homogenisoiva osa ja huuhtele hyvin kuuma vesi, kuivaa ja kerää lohko.
6. Luettelo käytetystä kirjallisuudesta
1.Antipov S.T. Oppilas XXI vuosisata "Koneet ja laitteet ruoan tuotanto"- M." Korkeakoulu ", 2001
2. Rumpalit N.V. "Maitoyritys" - M. "Kolos" 1983
3.Bredikhin S.A., Kosmodemgensky Yu.V., Yurin V.N. "Maidonkäsittelytekniikka ja -tekniikka" - M. "Kolos" 2003
4. Galperin D. M. "Maitoyritysten laitteet, asennus, korjaus, korjaus" - M. "Agropromizdat" 1990
5.Vlasenko V.V. "Elintarvikkeiden jalostustekniikka ja maidon ja maitotuotteiden käsittely" - V. 2000.
6. Goncharov N.N. Meijeriteollisuuden mekaanikon käsikirja - M. 1959
7.Zolotin Yu.P., Frenklakh M.B., Lamutina M.G. "Laitteet maitoalan yrityksille" -M. Agropromizdat 1985, 270s.
8. Ivanov V.I. "Teknologiset laitteet maitoalan yrityksille."
9. Kovalevskaja L.P. "Ruoantuotantotekniikka" -M. "Kolos" 1997
10. Kravtsiv R.I., Khomenko V.I., Ostrovsky J.R. "Maito oikealla."
11.Krus T.N. "Maitotuotteiden tekniikka".
12. Kugenev P.V., rumpalit N.V. Maitoalan työpaja - M. "Kolos" 1978
13. Surkov V.D., Lipatov N.N., Zolotin Yu.P. "Maitoyritysten tekniset laitteet" -M. " Kevytruoka teollisuus "1983.
14. Zolotin Yu.P., Frenklakh M.V., Lamutina M.G. "Laitteet maitoalan yrityksille" - M. "Agropromizdat" 1985.
15. Shalygina G.A. "Maidon ja maitotuotteiden tekniikka" -M. 1973
16.Baranovskiy N.V. "Levylämmönvaihtimet elintarviketeollisuudessa". "Mashgiz", 1962.
17.Vainberg A.Ja., Brusilovsky L. P. "Maitoteollisuuden teknisten prosessien automatisointi." Kustantamo "Elintarviketeollisuus", 1964.
18. Dezent G. M., Boushev T. A. "Jäätelön tuotantolaitteet ja tuotantolinjat." Gosizdat, 1961.
19.3 Yu. P. zolotniya “Meijerilaitteiden kiertopesu”. Pishchepromizdat, 1963.
20. Krupin G. V., Lukyanov K. Ya., Tarasov F. M., Boushev T. A, Shuvalov V. N. Vasiliev P. V. "Maitoteollisuuden yritysten tekniset laitteet". M., kustantaja "Mechanical Engineering", 1964.
Liite 1.

Liite 2.
 Erotin Zh5-OME-S
Erotin Zh5-OME-S
Maidonerotin Zh5-OME-S, jossa on keskipakopumpun automaattinen määräaikainen sakanpoisto, on suunniteltu puhdistamaan maito epäpuhtauksista ja mekaanisista epäpuhtauksista; se toimii linjassa pastörointiyksikön kanssa, jonka kapasiteetti on vähintään 15 000 dm 3 / h.
TEKNISET TIEDOT:
Liite 3.
Frautech on valmistanut koneita ja linjoja elintarviketeollisuudelle, erityisesti meijeriteollisuudelle, yli 90 vuoden ajan.
Keskipakoerottimet: automaattinen ja manuaalinen, maidon kuorintaan, titraamiseen ja puhdistamiseen, heran kuorintaan, nesteiden ja neste- / kiinteiden faasien erottamiseen eri tyyppejä nestemäiset elintarvikkeet ja muut elintarvikkeet: viini, öljy, hedelmämehut, Jätevesi jne.
Laitteet pastörointiin: levylämmönvaihtimilla, joissa on elektroniset ja pneumaattiset ohjausjärjestelmät, maidolle, maitotuotteille ja muille nestemäisille elintarvikkeille.
Frautech -brändi on vuosikymmenten ajan yhdistetty meijeriteollisuudessa käytettävien keskipakoerottimien moitteettomaan toimintaan, ja Freedom -sarjan erotimet ovat selvä vahvistus tästä.
Tämän erotinmallin teknologinen sykli on aina otettu huomioon tunnusmerkki Frau ja jokaisen yksityiskohdan huolellinen tekninen toteutus ja nykyaikaisten elektronisten järjestelmien käyttö koko laitoksen toiminnan ohjaamiseksi ovat vähentäneet kustannuksia minimiin (esimerkiksi ylläpitokustannukset ja energiankulutus).
Frautech on perustettu vuonna 1913 ja se on valmistanut maitoteollisuudelle tarkoitettuja laitteita keskipakoerotuksen periaatteella lähes vuosisadan ajan. Frautekin tekninen osasto pyrkii jatkuvasti parantamaan laitteidensa teknistä kehitystä ja tehokkuutta luottaen uusimpaan elektroniikan kehitykseen ja ottaen huomioon maitoalan tarpeet.
Ruoantuotanto on yksi lupaavimmista liiketoiminta -alueista. Suurista investoinneista huolimatta näillä tuotteilla on vakaa kysyntä, mikä tarkoittaa, että niiden myyntiin ei liity ongelmia, mikä edistää vakaiden voittojen saamista ja nopean takaisinmaksun seurauksena. Yksi elintarvikemarkkinoiden vakaista markkinarakoista on käymistuotteiden, erityisesti jogurtin, tuotanto.
Markkina-analyysi
Äskettäin Venäjän markkinat jogurttien tuotannossa ja myynnissä on positiivinen suuntaus. Arvo on noin 7% verrattuna vuosiin 2014-2015. Tämä selittyy ensinnäkin raaka -aineiden tariffien kasvulla ja sen seurauksena valmiiden tuotteiden hintojen nousulla.
Kaikenlaisten jogurttituotteiden kysyntä ei kuitenkaan vähene. Nykyään suosituin on valikoima lisäaineita sisältäviä tuotteita, joista hedelmä- ja marjatäytteiden osuus on suuri. Toisella sijalla ovat kermatäytteet ja täyteaineet.
Tämän markkinasegmentin suurimmat toimijat, joiden osuus on yli kolmannes koko tuotantomäärästä, ovat seuraavat yritykset:
- PepsiCo (aiemmin Wimm-Bill-Dann).
- Danon.
- Valio LLC.
- Ehrmann LLC.
Mutta samaan aikaan myös pienet teollisuudenalat täyttävät luottavaisesti markkinarakonsa. Tämä johtuu siitä, että väestön jogurttituotteiden kysyntä ei vähene, vaan jopa kasvaa, koska suuntaus terveellä tavalla elämää. Tästä seuraa, että tällaisella yrityksellä on hyvät näkymät sen edistämiselle fermentoitujen maitotuotteiden nykyaikaisilla markkinoilla.
Yritysten rekisteröinti ja organisointi
Kaikki yritykset edellyttävät pakollista valtion rekisteröintiä. Ensinnäkin uusi yritys on rekisteröitävä liittovaltion veroviraston paikallisessa tarkastuksessa, jota varten laaditaan asianmukainen hakemuslomake. Jogurtin valmistuksen aloittaminen sopivat muodot omaisuus voi olla IP, LLC, OJSC tai CJSC. Sen valinta riippuu suunnitellusta liiketoiminnan laajuudesta, mutta aloittelevalle yrittäjälle on parempi valita ensimmäinen tai toinen vaihtoehto.
Pakollinen dokumentaatio
Jogurttiyrityksen avaamiseen ja johtamiseen tarvitset seuraavat asiakirjat:

Edellä mainittujen asiakirjojen lisäksi tuotantoyhtiö elintarvikkeita, mukaan lukien jogurtit, on oltava kopioita sääntely- ja teknisistä asiakirjoista, joiden mukaisesti itse teknologinen prosessi suoritetaan (GOST, TO, STO). Erityistapauksessa on noudatettava standardia GOST 31981 - 2003 “Jogurtit. Yleiset tekniset ehdot ".
Tilat ja laitteet
Kun valitset sopivan huoneen ja sen suunnittelun, on tärkeää ottaa huomioon kaikki elintarviketuotannolle asetetut terveysstandardit. Siksi yrittäjän tulisi hakuvaiheen alussa tutkia huolellisesti SanPiN -vaatimukset, joista voidaan erottaa seuraavat:

Paras vaihtoehto jogurttituotannolle olisi vuokrata useista huoneista koostuva tila, jonka pinta -ala on vähintään 200 neliömetriä. m.
Se sisältää:
- pääpaja, jonka tuotantolinja on vähintään 100 neliömetriä. m;
- varastot raaka -aineiden ja valmiiden tuotteiden varastointiin;
- oheisalueita henkilöstön virkistykseen ja varaston säilyttämiseen.
Mitä tulee tarvittavat varusteet, sen vähimmäisluetteloon olisi sisällytettävä erityinen teknologinen linja, joka koostuu:
- Kaksikerroksiset säiliöt, joissa on runko ja ankkurisekoituselementti.
- Raakapumppu.
- Kermaerotin.
- Normalisoiva laite.
- Kerma -astiat.
- Homogenisaattori.
- Virtaustyyppinen jäähdytin.
- Emulgointiaine, joka on varustettu sekoituslaitteella.
- Sourdough.
- Täyttökone.
Teknisten laitteiden nykyaikaisilla markkinoilla tarjotaan valtava määrä erilaisia laitteita, jotka on suunniteltu suurille ja pienille jogurttituotteille ja jotka eroavat hinnasta ja laadusta. Tarvittavat koneet ja yksiköt on valittava mahdollisen tuotantomäärän mukaan.
Raaka -aineet ja toimittajat
Jogurtin valmistukseen tulee käyttää vain korkealaatuisia raaka -aineita. Ensinnäkin sen pitäisi olla käytännössä vapaa erilaisista aineista ja epäpuhtauksista, jotka voivat häiritä jogurttibakteerien päämuodostusta. Tässä suhteessa raaka -aineelle asetetaan melko tiukat vaatimukset, mikä pakottaa valmistajat valitsemaan luotettavat toimittajat melko pitkään ja tarkistamaan kunkin raaka -aineen toimituksen laadun.
 Pääasiallinen raaka -aine jogurtin valmistuksessa on pääsääntöisesti lehmänmaito ei alempi kuin toinen luokka. Lisäksi teknologiassa voidaan käyttää seuraavia ainesosia:
Pääasiallinen raaka -aine jogurtin valmistuksessa on pääsääntöisesti lehmänmaito ei alempi kuin toinen luokka. Lisäksi teknologiassa voidaan käyttää seuraavia ainesosia:
- kuivaa kokonaista ja rasvatonta maitoa;
- pastöroitu kerma 35% rasvaa;
- Kidesokeri;
- hillot ja säilykkeet;
- fermentoidut maidon aloitusviljelmät.
Tuotantoteknologia
Jogurtin valmistuksessa käytetään yhtä kahdesta menetelmästä:
- säiliö;
- termostaatti.
Valikoima erilaisia tuotteita, joihin on lisätty marjoja ja hedelmiä, on mahdollista vain termostaattitekniikan avulla, mutta useimmiten tällaiset yritykset käyttävät päämenetelmänä säiliömenetelmää, joka sisältää seuraavat vaiheet:

Sen jälkeen jää vain kuljettaa tuotteet vähittäismyyntipisteisiin, jotka myyvät ne. Säiliömenetelmällä suoritetaan lisävaihe raaka -aineen ilman tason normalisoimiseksi käyttämällä erityisiä tyhjiökammioita. Siten valmis tuote saa vahvan viskositeetin ja enemmän pitkäaikainen varastointi.
Henkilökunta
- teknologi;
- vähintään viisi työntekijää, jotka ovat päteviä työskentelemään erillisellä teknologialinjan osalla;
- siivooja;
- kirjanpitäjä;
- raaka -aineiden ostamisesta ja valmiiden tuotteiden myynnistä vastaava johtaja.
Jos yritys aikoo toimittaa tuotteita itsenäisesti vähittäismyymälöihin, sen on palkattava kuljettaja ja useita kuormaajia.
Tuotteiden myynti
Jogurtin kuluttajat ovat yksinkertaisia ihmisiä elintarvikkeiden ostaminen kaupoista, supermarketeista ja markkinoilta. Koska näillä tuotteilla on rajoitettu säilyvyysaika ja ne kuuluvat pilaantuviin tuotteisiin, on erittäin tärkeää järjestää nopea ja vakaa toimitusprosessi vähittäismyymälöihin.
 Jogurtin tapauksessa tuotteiden myynti voidaan toteuttaa kolmessa suunnassa:
Jogurtin tapauksessa tuotteiden myynti voidaan toteuttaa kolmessa suunnassa:
- Välittäjien kautta. Tätä varten sinun on tehtävä useiden tukkuyhtiöiden kanssa hankintasopimuksia, joissa on sovittava itse noutamisen järjestämisen ehdoista. Iso plussa Tällainen myynti on se, että tuotanto saa vakaan myynnin takuun minimaalisilla kuljetuskustannuksilla. On kuitenkin tärkeää ottaa huomioon, että tässä tapauksessa organisaatio menettää osan tuloistaan alhaisen hinnan vuoksi, koska tukkukauppiaille on tehtävä vähintään 15%: n alennus.
- Järjestämällä itsenäisiä toimituksia ilman välittäjien osallistumista. Silloin organisaatiolla on oikeus valvoa tuotteiden merkintöjä, mutta samalla sen on katettava kaikki kuljetuskustannukset omalla kustannuksellaan. Plussa heille ovat kuljetuskustannukset ja jääkaapit valmiiden tuotteiden säilyttämiseksi. Tämä vaihtoehto tulee kannattavaksi vasta, kun suuri tuotanto avataan.
- Avaamalla brändimyymälän jälleenmyynti omia tuotteita. Tässä tapauksessa sinun on houkuteltava asiakkaita myymällä jogurttia minimaalisilla marginaaleilla. Lisätoimintojen avaaminen myyntipisteen sisällön muodossa on melko hankala liike, ja ennen kaikkea se vaatii korkealaatuista mainoskampanjaa sen edistämiseksi.
Liiketoiminnan taloudellinen osa
Jogurtin tuotantoliiketoiminnan taloudellinen osa riippuu monista vivahteista, ensinnäkin toiminnan suunnitellusta laajuudesta sekä tuotantolaitoksen hankintatavasta (osto tai vuokraus). Jos aiot järjestää kaupallisen liiketoiminnan tyhjästä, todennäköisesti avataan pieni tuotanto yhdellä teknologinen linja ja vuokra-alueella 80-100 neliömetriä. m.
Kustannusten avaaminen ja ylläpito
Tämän perusteella alkuinvestoinnin koko on noin 3 - 3,5 miljoonaa ruplaa. Suurin osa käynnistyspääomasta käytetään laitteiden (tuotantolinjan) hankintaan - vähintään 2 miljoonaa ruplaa ja tilojen saattamiseen kaikkien lakisääteisten vaatimusten mukaiseksi - noin 500 tuhatta ruplaa. Alkuperäisten raaka -aineiden ostaminen vaatii vähintään 200 tuhatta ruplaa. Tulevaisuudessa yrityksen on myös vähennettävä ja vähennettävä säännöllisesti työntekijöiden palkat, ostettava raaka -aineita ja maksettava vuokra.
Pienen tuotannon nykyiset kustannukset ovat noin 500 tuhatta ruplaa.
Tulevien tulojen määrä
Yrityksen tulevien tulojen määrä riippuu suoraan vakiintuneesta markkinointipolitiikasta tai tarkemmin sanottuna raaka-aineiden keskeytymättömän toimituksen organisoinnista ja myyntiprosessista. Joten aloittavassa tuotannossa, joka myy tuotteita tukkumyyjille, kuukausitulojen määrä ei ylitä 700 tuhatta ruplaa.
Takaisinmaksuaika
Tämän seurauksena tällaisen yrityksen ylläpidosta saatava nettomääräinen nettotulos on 200 tuhatta ruplaa kuukaudessa tai 2400 tuhatta ruplaa vuodessa. Osoittautuu, että alkuinvestointi maksaa takaisin aikaisintaan puolentoista vuoden keskeytymättömän tuotannon jälkeen.
Asiantuntijat sanovat, että lyhyellä aikavälillä suurin vaikutus jogurttialan kehitykseen tulee talouden elpymisprosesseista. Tämä johtaa investointitoiminnan ja tällaisten toimialojen kannattavuuden kasvuun sekä kuluttajien kysynnän elpymiseen. Tätä taustaa vasten oikein järjestetystä jogurttiyrityksestä tulee varsin kannattava liiketoiminta.
Viime vuosina kuluttajat ostavat yhä enemmän jogurtteja. Jogurtti on terveellinen fermentoitu maitotuote ja sitä hankitaan pääasiassa sen vuoksi hedelmäinen maku... Ja markkinoijat, lisäämällä enemmän käyttöä ja maut ovat tehneet tämän tuotteen välttämättömäksi monille.
Fermentoidun maitotuotteen tärkein etu on se ainutlaatuinen koostumus siinä olevia mikro -organismeja hyödyllinen vaikutus suoliston mikrofloorassa.
Jogurtin valmistuksessa käytettävien raaka -aineiden (maito) on oltava erittäin paljon Korkealaatuinen... Sen tulisi sisältää vähimmäismäärä bakteereja ja vieraita aineita, jotka voivat häiritä jogurttibakteerien kehittymistä. Tässä suhteessa meijerin tehtävä muuttuu monimutkaisemmaksi, koska sen on ostettava maitoa luotetuilta toimittajilta ja tarkistettava huolellisesti raaka -aineet ennen sen käyttämistä jogurttituotannossa.
Ennen käyttöä maito käy läpi useita teknologisia jalostusvaiheita:
Ensinnäkin kuiva -ainepitoisuus normalisoidaan. Tässä vaiheessa tyypillinen tapa normalisoida kuiva-aineen koostumus on haihduttamalla (10-20% maitotilavuudesta), lisäämällä rasvatonta maitojauhetta (noin 3% tilavuusprosentista) tai tiivistettyä maitoa... Rasvapitoisuuden osalta yleensä jogurtin maito normalisoidaan välillä 0,1 - 3,5%, ja mitä pienempi maitorasvaprosentti on, sitä vaikeampaa on jogurttijuuston käsittely. Siksi kuiva-ainepitoisuutta lisätään usein rasvattomien jogurttien valmistuksessa.
Maidon ilmanpitoisuus on säädetty - sen pitäisi olla minimaalinen. Sen sisällön minimoimiseksi maito lähetetään tyhjiökammioihin ilmanpoistoa varten. Ilmanpoisto auttaa lisäämään jogurtin viskositeettia, poistamaan vieraat hajut ja lyhentämään käymisaikaa.
Seuraava vaihe on homogenointi. Tämän vaiheen päätehtävänä on estää kerman laskeutuminen käymisen aikana ja varmistaa rasvan tasainen jakautuminen maitoon. Optimaalisen tuotteen saamiseksi maito homogenoidaan 200-250 atm: n paineessa ja 65-70 ° C: n lämpötilassa.
Lämpökäsittely ennen kuin jogurtin käynnistin lisätään maitoon. Tämä parantaa maidon ominaisuuksia bakteerien käynnistysviljelmän perustana ja vähentää heran erottumisen riskiä lopputuotteessa. Optimaalisin käsittelytapa on lämpötila 90-96 ° C ja aika noin 5 minuuttia. Tällä maidonvalmistusvaiheella voidaan saada vakaa jogurtin sakeus.
Jogurtti -alkukulttuurin valinta ja valmistus. Tämä vaihe on yksi tärkeimmistä. Tärkeintä tässä on hygienia:
Jogurtin aloitusviljelmän valmistus on suoritettava erillisessä tätä varten varustetussa huoneessa.
Jogurtin alkupala
Jogurtin alkukulttuurit koostuu yleensä kahdentyyppisistä bakteereista:Lactobacillus bulgaricus ja Streptococcus thermophilus. Muita bakteerityyppejä, kuten Lactobacillus acidophilus ja Bifidobacterium, lisätään kuitenkin joskus aloitusviljelmään. Molemmat bakteerityypit kasvavat toisiinsa ja tuottavat maitohappoa ilmattoman maidon käymisen lopputuotteena. Streptococcus thermophilus on pääasiassa vastuussa hapon tuotannosta, kun taas Lactobacillus bulgaricus antaa jogurtille sen erikoisen maun. Kahden bakteerityypin väliseen vuorovaikutukseen vaikuttavat kunkin levitetyn tyypin määrä sekä käymislämpötila ja -aika. Nykyaikaiset meijerit ostavat tarvittavat aloituskulttuurit jogurtille eri muodoissa. Se voi olla joko kylmäkuivattua (aloitusviljelmän moninkertaistamiseksi) tai tiivistettyjä pakastekuivattuja (jäädytettyjä) viljelmiä maidon käynnistysviljelmän moninkertaistamiseksi ja super-konsentroituja viljelyjä suoraan tuotteeseen.
Seuraava on käymisvaihe. Tämä vaihe suoritetaan yleensä fermentointiin tarkoitetussa erityislaitoksessa. Säiliötyyppisen jogurtin valmistuksessa on erittäin tärkeää, että painehäviö asetussäiliöiden ja pakkauskoneen välillä pidetään mahdollisimman pienenä. Siksi se on ensiarvoisen tärkeää oikea valinta putkien, venttiilien, pumppujen ja jäähdyttimen tyyppi ja koko.
Lisää hedelmä- ja marjatäyteainetta (yleensä noin 10-12% jogurtin kokonaispainosta).
Jäähdytys;
Lämpökäsittely, joka on viimeinen ennen täyttöä, suoritetaan noin 60-80 ° C: n lämpötilassa käynnistyslaitoksessa.
Kuuma pakkaus ja jäähdytys.
Tekniikan ominaisuudet.
Jogurtin valmistusteknologinen prosessi sisältää seuraavat tärkeimmät tekniset toiminnot: maidon esivalmistelu, valmistuksen aloitusviljelmän valmistus, käyminen, käyminen, jäähdytys ja valmiiden jogurttien pakkaaminen.
Maidon alustava valmistus. Valmistettu lisäämällä puhtaista mikro-organismiviljelmistä valmistettuja laboratoriovalmisteita jäähdytettyyn pastöroituun maitoon, sekoittamalla ja sen jälkeen käymällä seoksessa, kunnes muodostuu tiheä hyytymä, jonka happamuus on 65-75 0 T.
Käyminen. Se koostuu maidoseoksen tietyn osan tasaisesta ja perusteellisesta sekoittamisesta tiettyyn osaan tuotannon käynnistysviljelmää (noin 3%). Parempi käyttää juuri valmistettua tuotannon käynnistintä. Jos säilytyksen jälkeen käytetään jäähdytettyä aloitusviljelmää, mikro-organismien aktiivisuuden lisäämiseksi se lisätään lämpimään pastöroituun maitoon 30-40 ° C: n lämpötilassa suhteessa 2 osaa maitoa 1 osaan alkuviljelmää. Seosta sekoitettiin, annettiin seistä 1 tunti ja käytettiin sitten.
Jogurtin aloitusviljelmä valmistetaan käyttämällä puhtaita mikro -organismiviljelmiä. Kerma, rasvaton ja jauhemaito, lisäaineet, täyteaineet ja muut raaka-aineet ja puolivalmisteet, joita käytetään jogurtin valmistuksessa, on oltava voimassa olevan viranomaisasiakirjan laadun mukaisia.
Käyminen. Uute fermentoidusta maitoseoksesta lämpötilassa 40-45 0 С, joka on optimaalinen mikro-organismien elintärkeälle toiminnalle. Mikro -organismien lisääntymisen seurauksena niiden määrä saavuttaa 100 miljoonaa 1 ml: ssa maitoseosta. Käynnissä on monimutkainen bioteknologinen prosessi, jossa se hajoaa maidossa mikro -organismien erittämien entsyymien vaikutuksesta. maitosokeri(laktoosi), jolloin muodostuu maito- ja muita happoja, alkoholeja, hiilidioksidia jne. Lisäksi lisääntyy ja kuolee valtavia lukuja, mikro-organismit rikastavat tuotetta korkealaatuisilla proteiineilla ja entsyymeillä, mikä lisää sen biologista arvoa. Joissakin tapauksissa kypsymisaika voi olla 2,5 tuntia. Jogurttien valmistuksessa käytetään kahta menetelmää: säiliö ja termostaatti. Teknisen prosessin vaiheet ovat molemmissa tapauksissa periaatteessa samat, lukuun ottamatta tuotteen käymispaikkaa. Säiliömenetelmällä maitoseos fermentoidaan erityisessä sekoittimilla varustetussa laitteessa, jossa tuote myös kypsyy. Tämän jälkeen tuote kaadetaan astioihin ja lähetetään joko varastoon tai kuluttajalle.
Termostaattisella menetelmällä maitoseos kaadetaan käymisen jälkeen kuluttaja -astioihin ja lähetetään termostaattikammioon käymiseen. Tämän seurauksena pakkaukseen sijoitetun tuotteen annoksesta muodostuu hyytymä. Sitten tuote jäähdytetään jääkaapissa, minkä jälkeen se on valmis myyntiin. Jäähdytys. Aloita heti, kun tuote on saavuttanut halutun happamuuden. Jogurtin jäähdytys voi olla yksi tai kaksi vaihetta. Yksivaiheisessa jäähdytysprosessissa juusto jäähdytetään inkubaatiolämpötilasta alle 10 ° C: n lämpötilaan ennen aromien lisäämistä ja pakkaamista. Ensimmäisen vaiheen kaksivaiheisella jäähdytysmenetelmällä lämpötila lasketaan 20 ° C: seen. Toinen jäähdytysvaihe suoritetaan jäähdytyskammiossa, jossa jogurtti jäähdytetään kuluttaja-astiassa alle 10 0 ° C: n lämpötilaan 1-2 päivää, minkä seurauksena jogurtin sakeus paranee.
Jogurtti pakkaus. Valmis jogurtti pakataan ennen tai jälkeen jäähdytyksen jäähdytysvaiheiden määrästä riippuen sekä ennen tai jälkeen käymisen tuotantotavasta riippuen. Jogurtin voi pakata muovikuppeihin, muovipulloihin ja kuumasaumautuvista materiaaleista valmistettuihin pusseihin.